-
Upcoming Provider
of Industrial Solutions -
Make In
India
-
Leading Provider
Of Industrial Solutions -
Certified
ISO 9001:2009
Products
- Home
- Products
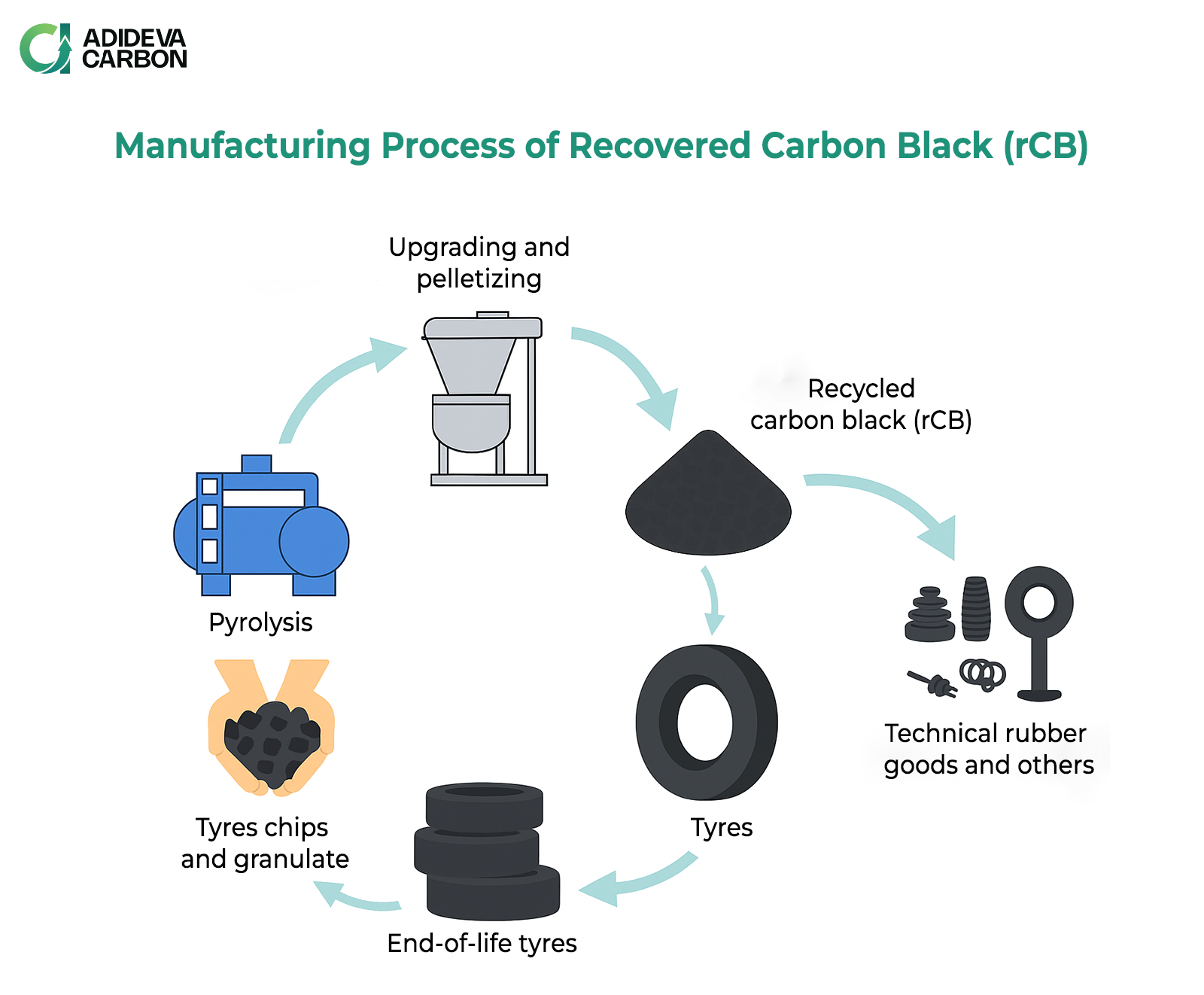
Recovered Carbon Black
What is Carbon Black?
Carbon Black is a fine Black powder created through the incomplete combustion of hydrocarbons. At Adidev Carbon, we specialise in Recovered Carbon Black (rCB)—an eco-friendly alternative produced from end-of-life tyres and other waste streams.
Our rCB is engineered to deliver:
✔️ Durability – Stronger performance for rubber and plastics.
✔️ Conductivity – Improved electrical and thermal properties.
✔️ UV Resistance – Longer-lasting protection against sunlight.
✔️ Colour Stability – Rich, deep pigmentation across applications.
By focusing on sustainable production, we help industries reduce their carbon footprint while meeting global performance standards.
Different Forms of Carbon Black
Granules
Widely used in rubber compounding, plastic masterbatches, and coatings.
High Density (UF) Powder
High conductivity, UV protection, and mechanical strength.
Ultra Fine Powder
Ideal for inks, coatings, and advanced polymers.
Super Fine Powder
Offers better conductivity, viscosity control, and reinforcement.
Coarse Powder
Provides excellent tensile strength and wear resistance.
Applications of Recovered Carbon Black (rCB)
- Rubber & Tires – Improves strength, wear resistance, and elasticity.
- Paints & Plastics – Enhances pigmentation, UV protection, and conductivity.
- Coatings & Inks – Ensures smooth dispersion and vibrant colours.
- Energy & Electronics – Powers batteries, electrodes, and conductive materials.
- Textiles & Fibers – Boosts colour fastness and tensile strength.

Pyrolysis Oil
Pyrolysis Oil – Smart Fuel Alternative
Pyrolysis Oil is a high-energy fuel produced from waste tyres and plastics—an affordable, eco-friendly substitute for conventional fuels. It’s widely used in furnaces, boilers, and power plants.
Benefits:
Read More
♻️ Waste to Energy
Converts scrap into valuable fuel.
⚡ High Efficiency
Delivers strong calorific value for industries.
🌍 Eco-Friendly
Lowers emissions and reduces landfill waste.
💰 Cost-Effective
Cheaper than diesel or furnace oil.
Scrap Steel Wire
Scrap Steel Wire – Recycled Strength
Extracted during the pyrolysis process, Scrap Steel Wire is a durable recycled material used across multiple industries. By recovering steel from waste tyres, we reduce metal waste while supporting circular steelmaking.
Industries Using Recycled Steel Wire:
- Steel Manufacturing – Melted and refined into fresh steel products.
- Construction & Infrastructure – Reinforced concrete, fencing, mesh.
- Automobile & Transport – Frames, brake pads, seat reinforcements.
- Foundries & Forging Units – Industrial components, tools, machinery parts.
- Furniture & Home Décor – Metal frames, racks, wire baskets, art pieces.

rCB vs. vCB
Recovered Carbon Black (rCB) vs. Virgin Carbon Black (vCB)
Understanding the Difference
Recovered Carbon Black (rCB) and Virgin Carbon Black (vCB) are widely used in various industries, but their production, sustainability, and impact vary significantly. While Virgin Carbon Black is derived from fossil fuels through energy-intensive processes, rCB is an eco-friendly alternative produced from recycled materials like end-of-life tyres.
Why industries are shifting to rCB:
Read More
- Cuts CO₂ emissions and landfill waste.
- Meets rising sustainability regulations.
- Delivers performance + cost savings.
- Appeals to eco-conscious markets.
As industries move towards greener alternatives, rCB is proving to be a viable choice for companies looking to balance performance, cost, and sustainability. However, the choice between rCB and vCB depends on specific application needs and environmental considerations.
Recovered Carbon Black (rCB) vs Virgin Carbon Black (vCB)
Both Recovered Carbon Black (rCB) and Virgin Carbon Black (vCB) have their place in various industries. While vCB offers consistent performance and has been the industry standard for years, rCB is emerging as a sustainable and cost-effective alternative.
| Aspect | Recovered Carbon Black (rCB) | Virgin Carbon Black (vCB) |
|---|
| Environmental Impact | Made from recycled waste; low CO₂ emissions; supports circular economy. | Derived from fossil fuels; energy-intensive; higher footprint. |
| Cost-Effectiveness | Lower production cost; affordable for manufacturers. | Higher production costs. |
| Resource Use | Reuses waste, reduces dependence on virgin materials. | Consumes non-renewable fossil resources. |
| Performance | Comparable in rubber, plastics, coatings; better dispersion. | Standard, reliable performance. |
| Sustainability | Helps meet green regulations and CSR goals. | Less aligned with sustainability targets. |
| Market Appeal | Strong eco-conscious branding advantage. | Traditional but lacks a sustainability edge. |
| Versatility | Highly customizable for applications. | Limited customization. |
The Adidev Carbon Advantage
Whether it’s rCB, pyrolysis oil, or scrap steel wire, our products combine sustainability, performance, and cost efficiency—empowering industries to move towards a circular economy without compromise.