











Automotive Parts
Dashboards, bumpers, and engine components.

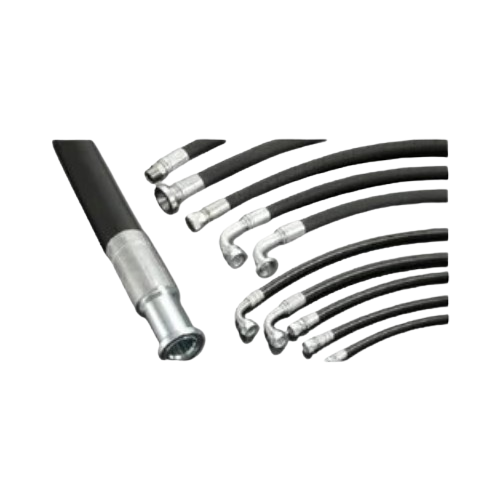
Pipes & Cables
Improved flexibility, strength, and heat resistance.

Electronic Casings
Stronger impact and thermal resistance.

Masterbatch & Injection-Molded Products
Uniform dispersion and deep pigmentation.


Printing Inks
Rich Black tones for packaging and publishing.

Industrial & Automotive Coatings
Jetness, tint strength, and durability.
Architectural Paints
UV resistance for long-lasting finishes.

Li-Ion Batteries
Enhance charge rates, energy density, and heat dissipation.

Lead-Acid Batteries
Increases cycle life, charge acceptance, and durability.